Within the post you will see several equations that come from valid statistical assumptions.
It is not the purpose of this post to demonstrate them, but I will always be grateful to share my thoughts with you in case you are curious.
It is not the purpose of this post to demonstrate them, but I will always be grateful to share my thoughts with you in case you are curious.

Big J
Data scientist

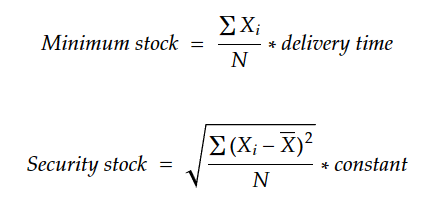
Minimum stock
Defined as the consumption rate during the delivery period of the material

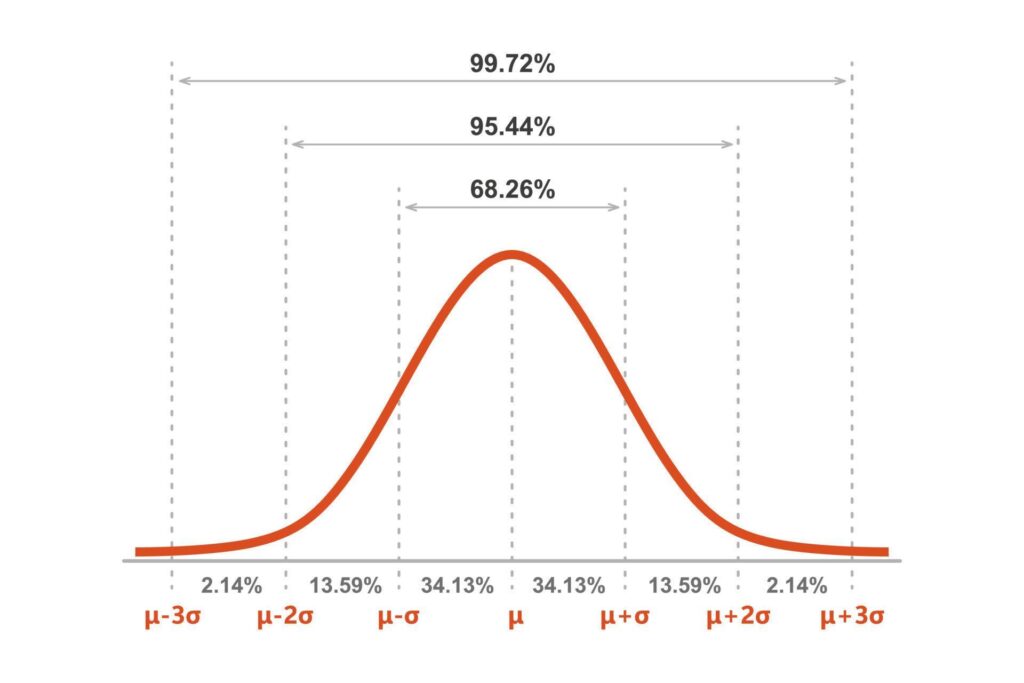
Security stock
Defined as the standard deviation of the consumption during the period of study
I know theory can be heavy sometimes, but it is essential to understand the roots before jumping into practice.
We will now see it with an example so you clearly see what we are talking about.
We will now see it with an example so you clearly see what we are talking about.
Big J
Data scientist


Excel has several options to automate this process.
In this specific case we chose to develop a visual basic program, but we could have easily done the same by using power Query.
As always, it is not the purpose of this post to go into coding details, but I would be grateful to share it in case you are interested in.
In this specific case we chose to develop a visual basic program, but we could have easily done the same by using power Query.
As always, it is not the purpose of this post to go into coding details, but I would be grateful to share it in case you are interested in.
Big J
Data scientist


Big J
I hope you find this post interesting. I can´t wait for you to start applying it in your job!


We wish to thank you again for the stunning ideas you offered Janet
when preparing a post-graduate research as well as, most importantly, for providing the many ideas in a blog post.
Provided that we had known of your web-site a year ago, we may have been saved the unwanted measures we were having to take.
Thank you very much. adults toys
I am so grateful you found inspiration in this post, as well as Janet’s! I wish you the best applying this ideas to your own goals. I am sure you will not regret it!